Повысьте свою производительность
Наше следующее поколение станков для переточки
Новая линейка инновационного оборудования Sandvik для переточки предназначена для увеличения срока службы бурового инструмента, сокращения времени простоев в техническом обслуживании и снижения общих затрат на бурение. Кроме того, вы получите доступ к данным, которые помогут вам повысить качество бурения.
Повторная заточка приносит реальную пользу
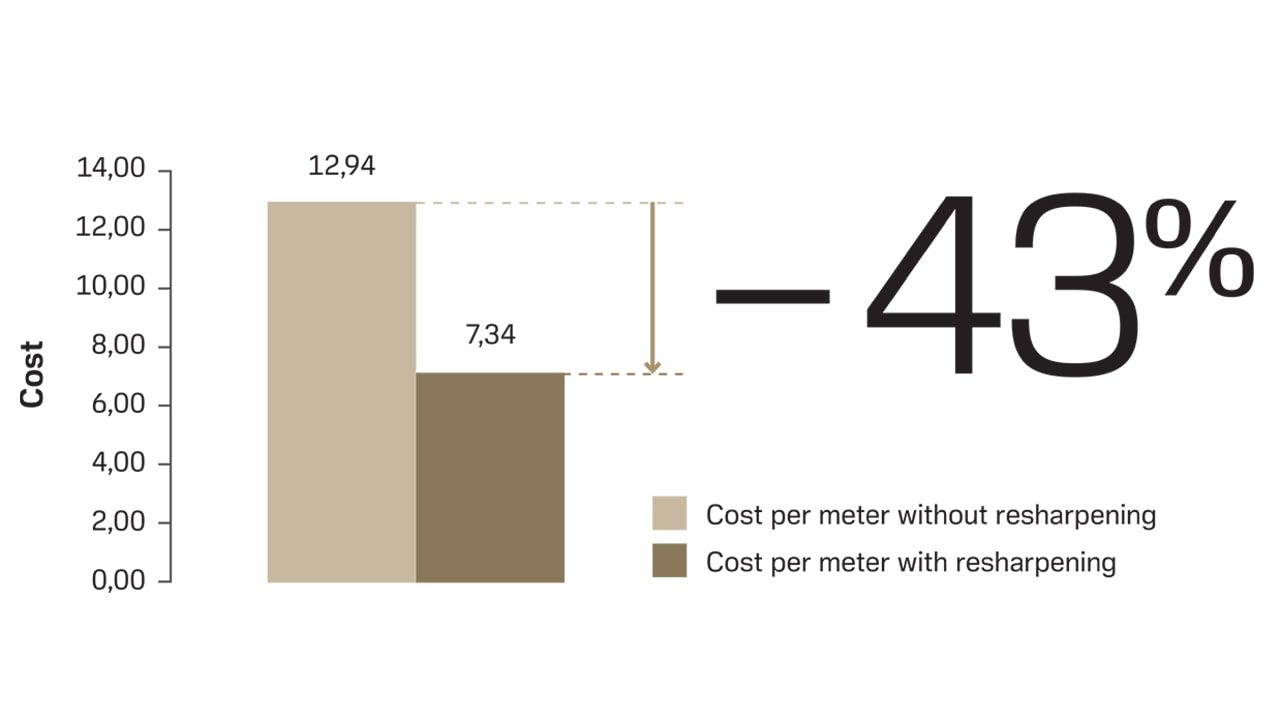
Наши полевые испытания показывают, что переход от подхода "бурить до разрушения" к плановой переточке позволяет снизить стоимость одного пробуренного метра на 43 %*.
Буровая коронка, используемая без переточки, прослужила около 170 метров. В отличие от этого, буровая коронка того же типа, трижды переточенная с использованием новейшего высокотехнологичного шлифовального станка и чашечной технологии, достигла общей дистанции бурения 340 метров.
*Actual results may vary based on factors such as bit size, resharpening intervals, ground conditions, drilling parameters and other circumstances.

Пример стоимости заточки с сайта заказчика
| Шлифовальная станция (станок для переточки в высоком классе) | 1 единица |
| Количество расходных материалов в год | 13950 |
| Количество долот, не приобретенных после повторной заточки | 8456 |
| Стоимость не закупленных долот с момента переточки | 1.14 МЛН ДОЛЛ |
| Сокращение выбросов CO₂ | 100 тонн CO₂e |
- Повторная заточка повышает скорость проходки, в результате чего повышается эффективность бурения и рентабельность заказчика
- Большая экономия средств за счет более длительного использования долот благодаря повторной заточке
- Повторная заточка буровых коронок способствует снижению выбросов CO₂
Ассортимент продукции




Повторная заточка буровой коронки продлевает срок службы коронки и поддерживает производительность бурения
При работе буровой коронки в породе профили кнопок постепенно изнашиваются и становятся все более плоскими. Это снижает скорость бурения и повышает риск повреждения коронки, бурильной колонны и буровой установки. При периодической заточке буровой коронки производительность бурения может быть восстановлена до 10 раз.
Загрузите полное руководство, чтобы узнать советы экспертов по эффективной переточке.
Руководство по заточке
Основные характеристики шлифовальных станков Sandvik нового поколения
-

Разработан для обеспечения безопасности оператора
Разработан для обеспечения безопасной и эргономичной работы, минимизации риска несчастных случаев и усталости оператора.
Разработан для обеспечения безопасности оператора
Разработан для обеспечения безопасной и эргономичной работы, минимизации риска несчастных случаев и усталости оператора.
Разработан для обеспечения безопасной и эргономичной работы, минимизации риска несчастных случаев и усталости оператора.

-

Полуавтоматическое управление
Полуавтоматизация обеспечивает оптимальное качество заточки и высокую производительность.
Полуавтоматическое управление
Полуавтоматизация обеспечивает оптимальное качество заточки и высокую производительность.
Полуавтоматизация обеспечивает оптимальное качество заточки и высокую производительность.

-

Встроенные возможности подключения
Оснащен встроенным Wi-Fi и картой оператора, что обеспечивает быстрый и безопасный запуск для авторизованного персонала.
Встроенные возможности подключения
Оснащен встроенным Wi-Fi и картой оператора, что обеспечивает быстрый и безопасный запуск для авторизованного персонала.
Оснащен встроенным Wi-Fi и картой оператора, что обеспечивает быстрый и безопасный запуск для авторизованного персонала.

-

Шлифовальные чашки RFID
Уникальная метка RFID, обеспечивающая автоматическую идентификацию в паре с заточным станком Sandvik.
Шлифовальные чашки RFID
Уникальная метка RFID, обеспечивающая автоматическую идентификацию в паре с заточным станком Sandvik.
Уникальная метка RFID, обеспечивающая автоматическую идентификацию в паре с заточным станком Sandvik.

-
Используйте ценные данные о шлифовании

Sandvik RG600Pro и RG550Be позволяют отслеживать и контролировать данные, получаемые в ходе операций по переточке. Эти данные позволяют оценить на основе фактов стоимость переточки долот, производительность различных размеров профиля долота и количество переточенных кнопок. Вы также можете отслеживать состояние станка и параметры, влияющие на достижение требуемого профиля долота.
Используйте ценные данные о шлифовании
Sandvik RG600Pro и RG550Be позволяют отслеживать и контролировать данные, получаемые в ходе операций по переточке. Эти данные позволяют оценить на основе фактов стоимость переточки долот, производительность различных размеров профиля долота и количество переточенных кнопок. Вы также можете отслеживать состояние станка и параметры, влияющие на достижение требуемого профиля долота.
Sandvik RG600Pro и RG550Be позволяют отслеживать и контролировать данные, получаемые в ходе операций по переточке. Эти данные позволяют оценить на основе фактов стоимость переточки долот, производительность различных размеров профиля долота и количество переточенных кнопок. Вы также можете отслеживать состояние станка и параметры, влияющие на достижение требуемого профиля долота.
Плакаты для печати
Безопасность превыше всего при шлифовании
Скачать плакатЭффективные советы по повторной заточке
Скачать плакатПогрузитесь в детали
Наши заточные станки нового поколения
Скачать каталог шлифовальных станковУзнайте, почему повторная заточка имеет значение
Скачать флаерВопросы и ответы о повторной заточке
-
Почему я должен выбрать заточной станок Sandvik?
Мы предлагаем полный ассортимент оборудования для любых операций и потребностей. Независимо от мощности и от того, где производится заточка - в мастерской или непосредственно на буровой установке, - качество оборудования и результат одинаково высоки. Наше инновационное оборудование и инструменты, разработанные с учетом безопасности оператора, позволяют быстро и точно затачивать буровые долота, обеспечивая высокую производительность и низкий расход долот. Благодаря встроенным средствам связи в наших моделях высшего и среднего класса вы получаете автоматическое отслеживание и доступ к данным и информационным панелям 24/7.
-
Какие меры предосторожности необходимы для твердосплавного шлифования?
Твердый сплав; твердосплавный содержит кобальт, который может быть опасен при вдыхании пыли или паров во время повторной заточки. К основным мерам безопасности относятся: ношение респираторных масок P2, средств защиты глаз и ушей, рабочей одежды с длинными рукавами и перчаток; использование надлежащей вентиляции и систем пылеудаления; принятие душа после работы; регулярное мытье рук; утилизация шлифовальных отложений в соответствии с местными правилами.
-
Насколько переточка может снизить стоимость?
Систематическая переточка буровых коронок может снизить стоимость одного метра на 40 % и более по сравнению с методом "бурения до разрушения". Буровая коронка может быть переточена 5-10 раз, в зависимости от типа породы и условий износа, что значительно продлевает срок службы коронки и сокращает количество отходов.
-
Когда следует перетачивать буровые коронки?
Затачивайте долота до того, как плоскость износа любой кнопки достигнет 50 % диаметра кнопки, при первых признаках сужения калибровочных кнопок, при появлении трещин на твердосплавных кнопках или при заметном снижении скорости проходки без другой явной причины. Лучше переточить немного раньше, чем рисковать повреждением кнопки из-за пересверливания, что может привести к дорогостоящей замене сверла.
-
Можно ли заточить поврежденные буровые коронки?
Вы можете продолжать использовать буровую коронку до тех пор, пока калибровочные кнопки сохраняют диаметр коронки. Разбитые кнопки всегда должны быть плоскими, чтобы стружка твердого сплава не повредила другие кнопки. Буровые коронки следует выбрасывать по достижении ими установленного минимального диаметра, а также при наличии кнопок или других неисправностей, делающих их непригодными для использования. Продолжение использования сломанных коронок без проверки и повторной заточки может привести к дальнейшим поломкам, включая повреждение всей бурильной колонны, что приведет к незапланированным остановкам и увеличению затрат.
-
Можно ли заточить биту Speedy заново?
Уникальное и успешное долото Sandvik Speedy имеет оптимизированную конструкцию и более агрессивные кнопки для более глубокой проходки с каждым ударом, что обеспечивает увеличение размеров реза. Оно быстрее, чем любое другое буровое коронка в отрасли, с улучшением скорости и эффективности бурения на 10-30 %. Инновационный сплав PowerCarbide® обеспечивает повышенную стойкость к поломке, позволяя добиться большего выступа и более острой геометрии (полностью баллистической). С учетом этого коронка Speedy многократно использовалась для получения впечатляющих результатов при использовании метода "сверления до разрушения", но при необходимости ее можно переточить, и тогда после первой переточки кнопки следует рассматривать как полубаллистические.
-
Как следует обращаться со змеиной кожей на поверхности пуговицы?
На поверхности пуговиц могут появиться микроскопические усталостные трещины, известные как "змеиная кожа". Змеиную кожу необходимо зашлифовать сразу же после появления, иначе микротрещины углубятся и могут привести к поломке кнопок. Даже если скорость проходки остается нормальной и нет видимых признаков износа, кнопки следует затачивать через регулярные интервалы между бурениями*
*Drill meter intervals differs depending on bit sizes and profile. -
Что такое антитапер и как его предотвратить?
Антиконус возникает при полном износе калибровочных кнопок. Это означает, что в просверленном в породе отверстии отсутствует зазор между корпусом долота и отверстием, что приводит к риску заклинивания долота в отверстии. Если бурение продолжается, это приводит к увеличению нагрузки на двигатель вращения буровой установки.
Чтобы избежать образования антиконуса, следите за тем, чтобы зазор между выступом кнопки (высота вставки над стальным корпусом) и корпусом коронки составлял не менее 0,5 мм. При необходимости удалите часть стали под калибром, чтобы обеспечить рекомендуемый зазор. -
Какие возможности анализа данных предоставляют шлифовальные станки нового поколения?
Станки высокого и среднего класса позволяют отслеживать и контролировать данные, получаемые в ходе операций по переточке. Эта информация позволяет проводить оценку на основе фактов, включая стоимость переточки, производительность при различных размерах профиля долота и общее количество переточенных кнопок. Она также дает представление о состоянии станка и ключевых параметрах, влияющих на достижение требуемого профиля долота.




