Zwiększ swoją wydajność
Nasze ostrzałki nowej generacji
Nowa seria innowacyjnych urządzeń Sandvik do ponownego ostrzenia została zaprojektowana w celu wydłużenia okresu eksploatacji wierteł, skrócenia przestojów konserwacyjnych oraz obniżenia całkowitych kosztów wiercenia. Uzyskasz również dostęp do danych, które pomogą Ci zoptymalizować proces wiercenia.
Ponowne ostrzenie naprawdę robi różnicę
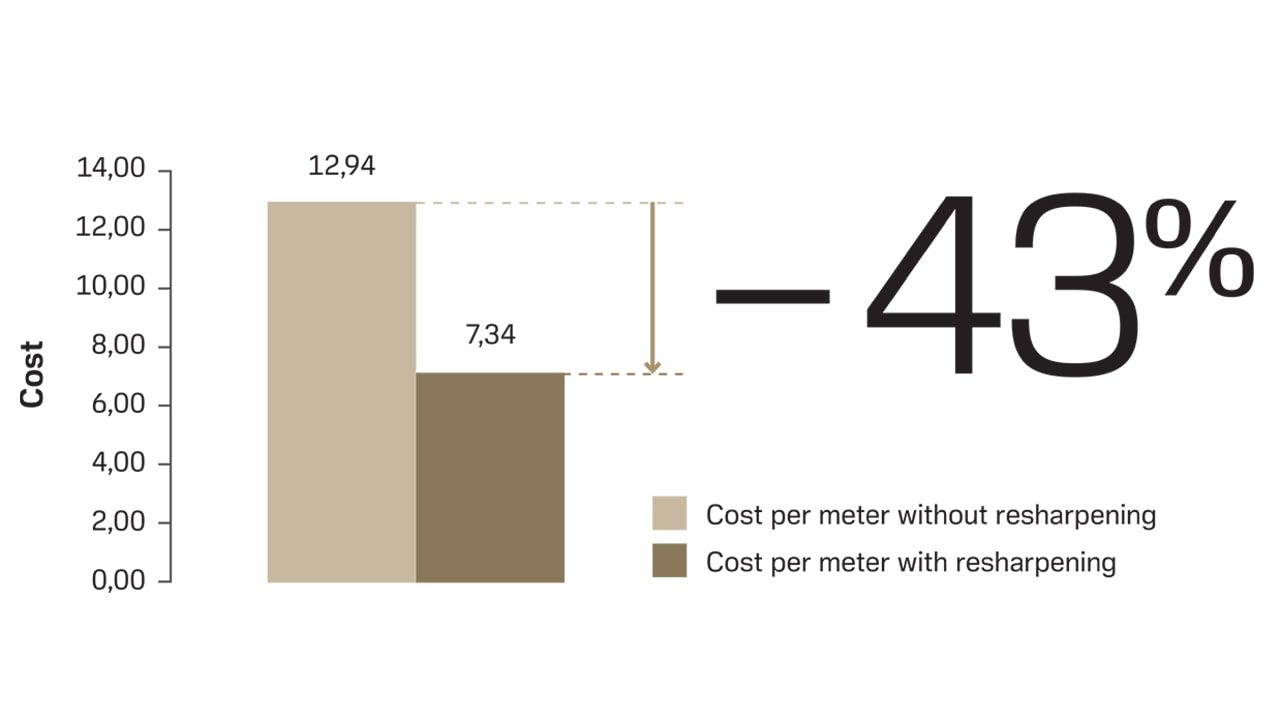
Nasze testy terenowe pokazują, że przejście z podejścia polegającego na „wierceniu do zużycia” na planowe ponowne ostrzenie może obniżyć koszt na metr wiercenia o 43%*.
Wiertło używane bez ponownego ostrzenia wytrzymało około 170 metrów. Natomiast ten sam typ wiertła – po trzykrotnym ponownym ostrzeniu przy użyciu najnowocześniejszej szlifierki i technologii miseczkowej – osiągnął łączną długość wiercenia wynoszącą 340 metrów.
*Actual results may vary based on factors such as bit size, resharpening intervals, ground conditions, drilling parameters and other circumstances.

Przykładowa wycena ponownego ostrzenia z zakładu klienta
| Stacja szlifierska (wysokiej klasy wariant ostrzałki) | 1 sztuka |
| Liczba zużywanych końcówek rocznie | 13 950 |
| Liczba wierteł, których nie zakupiono od czasu rozpoczęcia ponownego ostrzenia | 8456 |
| Wartość niezakupionych wierteł od momentu ponownego ostrzenia | 1,14 mln USD |
| Zmniejszenie emisji CO₂ | 100 ton CO₂e |
- Ponowne ostrzenie poprawia prędkość penetracji, co w rezultacie zwiększa wydajność wiercenia i rentowność klienta
- Duże oszczędności dzięki dłuższemu okresowi użytkowania wierteł dzięki ponownemu ostrzeniu
- Ponowne ostrzenie wierteł przyczynia się do zmniejszenia emisji CO₂
Zakres produktów




Ponowne ostrzenie wierteł wydłuża ich trwałość koronki i pozwala zachować wydajność wiercenia
W miarę jak wiertło przebija się przez skałę, profile przycisków stopniowo ulegają zużyciu i stają się coraz bardziej spłaszczone. Powoduje to spadek prędkości wiercenia oraz zwiększa ryzyko uszkodzenia wiertła, kolumny wiertniczej i wiertnicy. Dzięki okresowemu ponownemu ostrzeniu wiertła można przywrócić jego wydajność nawet 10 razy.
Pobierz pełny przewodnik, aby poznać porady ekspertów dotyczące skutecznego ponownego ostrzenia.
Podręcznik ponownego ostrzenia
Najważniejsze cechy szlifierek nowej generacji firmy Sandvik
-

Zaprojektowane z myślą o bezpieczeństwie operatora
Zaprojektowany z myślą o zapewnieniu bezpiecznej i ergonomicznej pracy, minimalizując ryzyko wypadków oraz zmęczenia operatora.
Zaprojektowane z myślą o bezpieczeństwie operatora
Zaprojektowany z myślą o zapewnieniu bezpiecznej i ergonomicznej pracy, minimalizując ryzyko wypadków oraz zmęczenia operatora.
Zaprojektowany z myślą o zapewnieniu bezpiecznej i ergonomicznej pracy, minimalizując ryzyko wypadków oraz zmęczenia operatora.

-

Praca półautomatyczna
Półautomatyczny, co zapewnia optymalną jakość ponownego ostrzenia i wysoką zdolność produkcyjną.
Praca półautomatyczna
Półautomatyczny, co zapewnia optymalną jakość ponownego ostrzenia i wysoką zdolność produkcyjną.
Półautomatyczny, co zapewnia optymalną jakość ponownego ostrzenia i wysoką zdolność produkcyjną.

-

Wbudowane możliwości łączności
Wyposażone w wbudowany moduł Wi-Fi oraz kartę operatora, co umożliwia szybkie i bezpieczne uruchomienie przez upoważniony personel.
Wbudowane możliwości łączności
Wyposażone w wbudowany moduł Wi-Fi oraz kartę operatora, co umożliwia szybkie i bezpieczne uruchomienie przez upoważniony personel.
Wyposażone w wbudowany moduł Wi-Fi oraz kartę operatora, co umożliwia szybkie i bezpieczne uruchomienie przez upoważniony personel.

-

Kubki do mielenia z chipami RFID
Unikalny tag RFID, umożliwiający automatyczną identyfikację po sparowaniu z ostrzałką firmy Sandvik.
Kubki do mielenia z chipami RFID
Unikalny tag RFID, umożliwiający automatyczną identyfikację po sparowaniu z ostrzałką firmy Sandvik.
Unikalny tag RFID, umożliwiający automatyczną identyfikację po sparowaniu z ostrzałką firmy Sandvik.

-
Wykorzystaj swoje cenne dane dotyczące szlifowania

Modele Sandvik RG600Pro i RG550Be umożliwiają śledzenie i monitorowanie danych generowanych podczas operacji ponownego ostrzenia. Dane te pozwalają na opartą na faktach ocenę kosztów ponownego ostrzenia wierteł, wydajności różnych rozmiarów profili wierteł oraz liczby ponownie naostrzonych przycisków. Można również śledzić stan techniczny maszyny oraz parametry mające wpływ na uzyskanie pożądanego profilu wiertła.
Wykorzystaj swoje cenne dane dotyczące szlifowania
Modele Sandvik RG600Pro i RG550Be umożliwiają śledzenie i monitorowanie danych generowanych podczas operacji ponownego ostrzenia. Dane te pozwalają na opartą na faktach ocenę kosztów ponownego ostrzenia wierteł, wydajności różnych rozmiarów profili wierteł oraz liczby ponownie naostrzonych przycisków. Można również śledzić stan techniczny maszyny oraz parametry mające wpływ na uzyskanie pożądanego profilu wiertła.
Modele Sandvik RG600Pro i RG550Be umożliwiają śledzenie i monitorowanie danych generowanych podczas operacji ponownego ostrzenia. Dane te pozwalają na opartą na faktach ocenę kosztów ponownego ostrzenia wierteł, wydajności różnych rozmiarów profili wierteł oraz liczby ponownie naostrzonych przycisków. Można również śledzić stan techniczny maszyny oraz parametry mające wpływ na uzyskanie pożądanego profilu wiertła.
Plakaty do druku
Podczas szlifowania bezpieczeństwo przede wszystkim
Pobierz plakatSkuteczne wskazówki dotyczące ponownego ostrzenia
Pobierz plakatZagłęb się w szczegóły
Nasze ostrzałki nowej generacji
Pobierz katalog dotyczący szlifowaniaDowiedz się, dlaczego ponowne ostrzenie ma znaczenie
Pobierz ulotkęPytania i odpowiedzi dotyczące ponownego ostrzenia
-
Dlaczego warto wybrać ostrzałkę firmy Sandvik?
Obecnie oferujemy kompletny asortyment produktów dostosowanych do wszystkich rodzajów prac i potrzeb. Niezależnie od wydajności oraz tego, czy ostrzenie odbywa się w warsztacie, czy bezpośrednio przy wiertnicy, jakość sprzętu i uzyskiwane wyniki są równie wysokie. Nasza gama innowacyjnych urządzeń i narzędzi, zaprojektowana z myślą o bezpieczeństwie operatora, pozwala na szybkie i precyzyjne ostrzenie wierteł, zapewniając wysokie tempo produkcji i niskie zużycie wierteł. Dzięki wbudowanym funkcjom łączności w naszych modelach z segmentu wyższego i średniego otrzymujesz automatyczne śledzenie oraz dostęp do danych i pulpitów nawigacyjnych przez całą dobę, siedem dni w tygodniu.
-
Jakie środki bezpieczeństwa należy zastosować podczas szlifowania wkładek z węglika spiekanego?
Węglik spiekany zawiera kobalt, który może stanowić zagrożenie w przypadku wdychania w postaci pyłu lub oparów podczas ponownego ostrzenia. Niezbędne środki bezpieczeństwa obejmują: noszenie masek oddechowych klasy P2, ochronę oczu i uszu, odzież roboczą z długimi rękawami oraz rękawice; stosowanie odpowiednich systemów wentylacji i odpylania; branie prysznica po zakończeniu pracy; regularne mycie rąk; oraz utylizację osadów szlifierskich zgodnie z lokalnymi przepisami.
-
O ile ponowne ostrzenie może obniżyć koszty?
Systematyczne ponowne ostrzenie wierteł może obniżyć koszt na metr o 40% lub więcej w porównaniu z metodą „wiercenia do całkowitego zużycia”. Wiertło można ponownie naostrzyć 5–10 razy, w zależności od rodzaju skały i stopnia zużycia, co znacznie wydłuża jego trwałość koronki i ogranicza ilość odpadów.
-
Kiedy należy ponownie naostrzyć wiertła?
Należy ponownie naostrzyć wiertła, zanim stopień zużycia dowolnego wiertła osiągnie 50% jego średnicy, przy pierwszych oznakach utraty stożkowości w wiertłach kalibrujących, gdy na wiertłach z węgliku spiekanego pojawią się pęknięcia przypominające skórę węża lub gdy prędkość penetracji zauważalnie spadnie bez innej wyraźnej przyczyny. Lepiej jest ponownie naostrzyć wiertła nieco wcześniej, niż ryzykować ich uszkodzenie w wyniku nadmiernego wiercenia, co może prowadzić do kosztownej wymiany wiertła.
-
Czy uszkodzone wiertła można ponownie naostrzyć?
Wiertło można nadal używać, dopóki przyciski utrzymują średnicę wiertła. Pęknięte przyciski należy zawsze zeszlifować na płasko, aby zapobiec uszkodzeniu pozostałych przycisków przez odłamki węglika spiekanego. Wiertła należy wyrzucić, gdy osiągną uzgodnioną minimalną średnicę lub jeśli występują w nich uszkodzenia przycisków lub inne wady uniemożliwiające ich dalsze użytkowanie. Dalsze użytkowanie uszkodzonych wierteł bez kontroli i ponownego ostrzenia może prowadzić do kolejnych uszkodzeń, w tym uszkodzenia całego zestawu wiertniczego, co skutkuje nieplanowanymi przestojami i wzrostem kosztów.
-
Czy wiertło Speedy można ponownie naostrzyć?
Unikalne i sprawdzone wiertło Sandvik Speedy charakteryzuje się optymalizacją konstrukcji oraz bardziej agresywnymi przyciskami, które zapewniają głębszą penetrację przy każdym uderzeniu, co przekłada się na większe rozmiary wycinanych otworów. Jest ono szybsze niż jakiekolwiek inne wiertło dostępne na rynku, zapewniając wzrost prędkości wiercenia i wydajności o 10–30%. Innowacyjny gatunek PowerCarbide® zapewnia zwiększoną odporność na kruszenie, umożliwiając większy wysięg i ostrzejszą geometrię (w pełni balistyczną). Mając to na uwadze, wiertło Speedy jest często wykorzystywane z imponującymi wynikami w metodzie „wiercenia do zniszczenia”, ale w razie potrzeby można je również ponownie naostrzyć, a po pierwszym cyklu ponownego ostrzenia przyciski należy traktować jako półbalistyczne.
-
Jak należy postąpić w przypadku obecności skóry węża na powierzchni przycisku?
Na powierzchni wiertła mogą pojawić się mikroskopijne pęknięcia zmęczeniowe, znane jako „skóra węża”. „Skórę węża” należy zeszlifować natychmiast po jej pojawieniu się; w przeciwnym razie mikropęknięcia będą się pogłębiać i mogą doprowadzić do pęknięcia przycisków. Nawet jeśli prędkość penetracji pozostaje w normie i nie ma widocznych oznak zużycia, przyciski należy ponownie ostrzyć w regularnych odstępach co metr wiercenia.*
*Drill meter intervals differs depending on bit sizes and profile. -
Czym jest zjawisko „anti-taper” i jak mu zapobiegać?
Zjawisko „anti-taper” występuje, gdy przyciski pomiarowe są całkowicie zużyte. Oznacza to, że w wywierconym w skale otworze nie ma żadnego luzu między korpusem wiertła a otworem, co stwarza ryzyko zakleszczenia się wiertła w otworze. Kontynuowanie wiercenia powoduje zwiększenie obciążenia silnika obrotu wiertnicy.
Aby uniknąć zjawiska „anti-taper”, należy zadbać o zachowanie luzu wynoszącego co najmniej 0,5 mm między występem wkładki (wysokość wkładki ponad stalowym korpusem) a korpusem wiertła. W razie potrzeby należy usunąć część stali poniżej wkładki, aby zachować zalecany luz. -
Jakie możliwości w zakresie analizy danych oferują szlifierki nowej generacji?
Maszyny z segmentu wysokiego i średniego pozwalają na śledzenie i monitorowanie danych generowanych podczas operacji ponownego ostrzenia. Informacje te stanowią podstawę do opartych na faktach ocen, w tym kosztów ponownego ostrzenia, wydajności przy różnych rozmiarach profilu wiertła oraz łącznej liczby ponownie naostrzonych przycisków. Zapewniają one również wgląd w stan techniczny maszyny oraz kluczowe parametry, które mają wpływ na uzyskanie pożądanego profilu wiertła.




